


保尔耐火材料压球机产品介绍:
耐火材料压球机的目的在于减少粉尘污染,控制容量,废物返回利用,便于运输。耐火材料压球机是根据同行发展方向,集同类干粉压球机所长,充分运用各种成熟技术开发出的产品。整机豪华大方,刚性强。压辊采用耐磨合金锻造而成,轴承采用轧机轴承系列,主轴采用大直径40cr锻造,调质处理,液压系统由正规大厂配套。 在钢厂,石灰厂,冶金,耐材炉料,电厂,化工,能源,运输,供暖,金属镁厂等行业使用十分广泛。
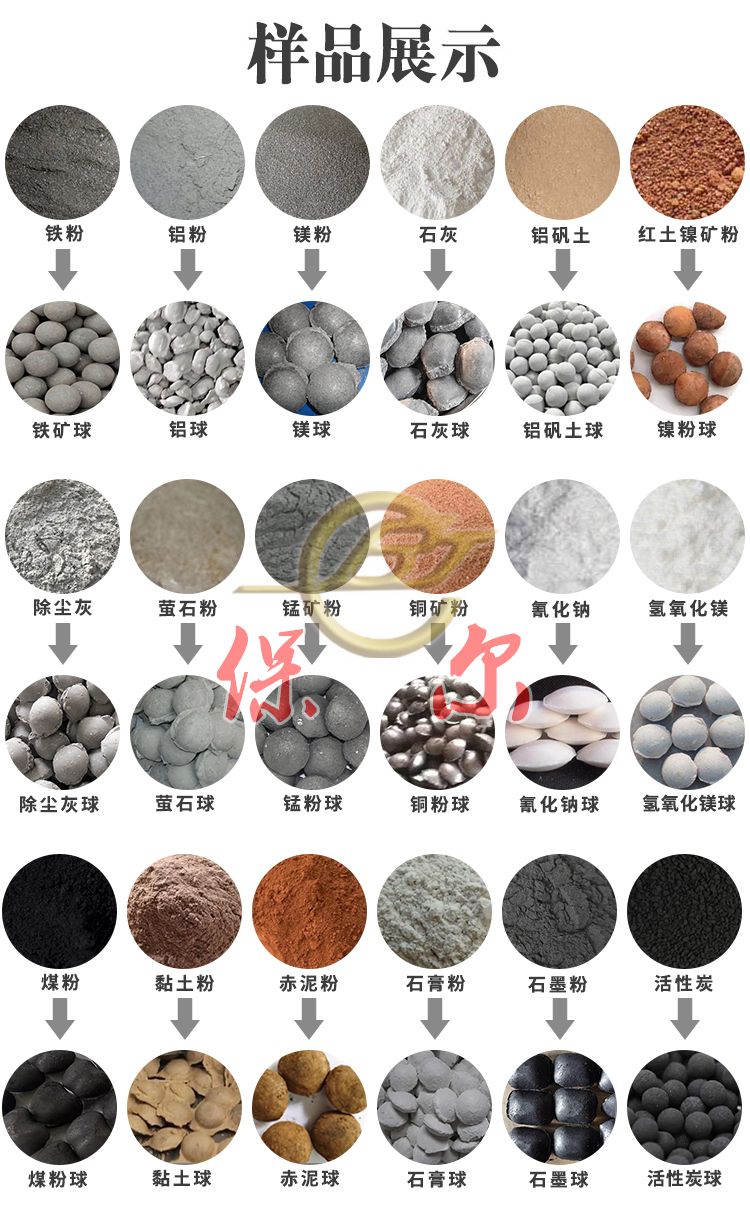
保尔耐火材料压球机适用物料:
耐火材料压球机实际应用十分广泛,可生产各种材料、粉料的压球造块,主要用于压制不含水分且难以成型的干粉带有颗粒的物料,如石灰块筛选后的渣料,石灰粉,铁粉,炭粉,矿渣,石膏,尾矿,冰晶石,轻烧镁粉、氧化铝,化肥,污泥,高岭土,活性炭,焦末,金属镁粉,耐火材料、除尘灰,冶金辅料、铝灰粉,铝屑,铝土矿等不含水分的物料以及有色金属行业的粉料,粉末,辅料,耐火材料行业的粉料,附加值高的物料更适合使用。物料细度3mm以下,含水率百分之3以下 。允许含水分的物料就要使用湿粉压球机,因为高压干粉压球机要比湿粉压球机消耗大、购买成本高。
保尔耐火材料压球机工作原理:
(1)予压阶段:由予压机首先对物料进行予压缩。
(2) 加压阶段:以予压的物料被强制压入对辊中间进行压制(又称再排气)直到完全合模,达到较大压力。
(3) 脱模阶段:合模后随着压辊的转动,球腔开始不断地分开,解除了对球坏的压紧力,在压辊转速离心力和球团自重下成品球将自动脱模。
(4)在压球生产中,产生的球边料是正常的,要求在3mm左右。
(5)根据物料,压辊转速和予压转速达到合理匹配时,可一次全部成球,在实践中应找准,记准这个合适点。
干粉压球机有液压和机械调压两种形式,成型压力可根据需要需要进行调整。干粉压球机主要由电机、减速机、传送装置、预压给料装置、总成、液压部件等组成。其内部部件压辊材质为9Cr2Mo锻造,磨损后可更换。压球机内部设有缓冲装置,可更好地保护设备免遭硬物冲击。在成型工艺中,干粉压球机是最关键的设备之一,其主要包括了一对压辊,两辊直径相同、轴线相互平行,存在一定的间隙。在压辊上具有规则排列、大小相同、形状统一的半球窝。当电动机开始运行时,这一对压辊以相同的速度、相反的方向开始转动。物料在这一对压辊的结合处通过时,受到压力作用,体积被压缩而变小。随着压辊的持续转动,球窝慢慢闭合,物料所受到力也更大,体积进一步压缩,当球窝距离短时,达到大的成型压力。随后,压辊转动逐渐加大球窝之间的距离,成型压力慢慢减小,达到顺利脱球的目的。

保尔耐火材料压球机性能优势:
成型率高、设备稳定、成品粒度均匀应用范围广, 经济效益高,经硅锰压球机制作成型后的物料,节能环保、便于运输、提高废料利用率,具有良好的经济效益和社会效益。配套设备丰富,我公司具有全套的干粉压球机配套设备,提供一站式解决方案。设备维护简单,损耗小,使用中遇到技术难题可以随时联系我们保尔,保尔公司承诺提供24小时全方位技术支持,解决您的后顾之忧。干粉压球机成球粒度可根据自己的需求来订制。根据全国各个地域不同,成型球用途不同,客户在干粉压球机成型球的形状上也有所差异。常见的成型形状有:方型、球蛋型、椭圆型、面包型、鹅蛋型、枕型等。使用说明:如原料中允许含水分,建议客户就不要用干粉压球机了,选用强力压球机或中压压球机即可,针对客户的物料 选用压球机。干粉压球机购买成本高,干粉压球机耗用动力大,干粉压球机反而产量低。另外,还需要注意的是用户的原料附加值的高低,附加值低的原料就不合算了,建议用户不要盲目行动,要切实可行的上项目。
一、投资此项目费用巨大,用户首先要规避设备风险。
二、考察设备,如果用户不太了解,就一定要带机械工程师做参谋。
三、考察时首先确定自己的每小时产量,根据试机实地测试确定压球机型号。
四、问主轴直径、看轴承型号、产地、压辊材料、是锻造、铸造、要材质报告单,严防忽悠。
五、考察设备重要一项,观察其加工设备精度以及加工能力,旧设备只能做粗加工配件。
六、考察是否带液压装置,干粉压球机没有液压做为强大推力,根本做不出高密度球团。

保尔耐火材料压球机技术参数:
型号 | 辊径 (mm) | 辊宽 (mm) | 总压力 (t) | 线压比 (t/cm) | 主电机功率 (kw) | 产量 (t/h) | 重量 (t) |
GY520-150 | 520 | 196 | 150 | 8 | 75 | 2.2-3.5 | 20.1 |
GY650-220 | 650 | 205 | 220 | 11 | 90 | 4-6.5 | 29.2 |
GY750-200 | 750 | 320 | 200 | 6 | 110 | 7-10 | 34.5 |
GY750-300 | 750 | 280 | 300 | 11 | 185 | 6-8.5 | 44 |
GY800-380 | 800 | 350 | 380 | 11 | 200 | 8-10 | 49.3 |
GY1000-350 | 1000 | 460 | 350 | 8 | 250 | 10-15 | 61 |
GY1000-450 | 1000 | 500 | 450 | 9 | 280 | 14-17 | 71 |
GY1000-500 | 1000 | 500 | 500 | 10 | 280 | 15-20 | 71 |
GY1000-500 | 1000 | 900 | 500 | 5 | 280 | 25-30 | 71 |
GY1000-540 | 1000 | 900 | 540 | 6 | 185×2 | 30-35 | 72 |
GY1200-800 | 1200 | 900 | 800 | 8 | 280×2 | 40 | 140 |
GY1400-1000 | 1400 | 1000 | 1000 | 10 | 355×2 | 50 | 186 |
备注:①压辊的宽度根据所压制的物料而定,产量根据物料比重而定。 ②压球机辊皮材质:65Mn、9Cr2MO、高铬合金、耐磨合金等,可根据用户需要订制。 | |||||||

保尔耐火材料压球机故障、产生原因及处理方法:
| 故障 | 原因 | 处理方法 |
| 球窝周向错位 | 调整套螺栓松动、压辊与轴配合松动 | 对窝后拧紧螺栓,调整压辊与轴的配合间隙 |
| 不成球或成饼 | 供料不足、液压压力过小,辊皮淬火软,球窝变形 | 供足料,降主机转速,提高系统工作压力,表面淬火,更换压辊 |
| 不脱球 | 料湿或球窝变形,球坯压力强度不够,新窝表面粗糙 | 用干料,加大工作压力,用抛光轮抛光球窝表面 |
| 油压打不上 | 可能吸油口堵塞,连接处密封垫变形 | 清洗,更换变形的密封垫圈 |
免费试机
提供来料试机,用户在寄送物料之前,注意事项:(1)物料是什么。(2)物料的水分。(3)成球的用途。(4)成品球的大小。

